







| 電極行程 | 111 |
|---|---|
| 電流 | 直流 |
| 額定頻率 | 21 |
| 工作形式 | 點焊 |
| 頻段 | 中頻 |
| 驅動形式 | 氣動 |
| 用途 | 焊接 |
| 最大短路電流 | 222 |
| 作用對象 | 金屬 |
| 作用原理 | 逆變 |
| 焊接直徑 | 10 |
| 焊接原理 | 對焊 |
| 品牌 | 廣州精源電子 |
| 型號 | je |
我公司廣州市精源電子設備有限公司專業從事焊接設備的研發、生產及銷售。公司成立于2006年,坐落在廣州市高新技術產業園,由留學回國的電阻焊專家、華南理工大學曹教授一手創辦,公司由多位教授、博士組成的研發團隊提供技術支持,擁有多項技術專利,取得了國家高新技術企業認證,多項高新技術產品認證。
我公司產品主要包含:電阻焊機電源、逆變直流精密點焊機、脈沖熱壓焊機、縫焊機、微弧焊機等焊接設備,廣泛應用于電子行業、照明行業、汽車電池行業、機械五金行業等;公司的主打產品:點焊機電源致力于為廣大自動化廠商做配套服務。
電阻焊工藝簡介:
焊件組合后通過電極施加壓力,利用電流通過接頭的接觸面及鄰近區域產生的電阻熱進行焊接的方法稱為電阻焊。電阻焊具有生產效率高、低成本、節省材料、易于自動化等特點,因此廣泛應用于航空、航天、能源、電子、汽車、輕工等各工業部門,是重要的焊接工藝之一。
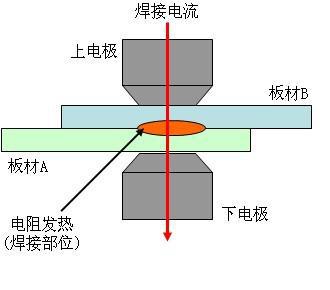
電阻焊工藝原理示意圖
配置逆變直流點焊機,焊接出來焊點飽滿,無毛刺,無飛濺。是焊接銅片、銅箔的不二選擇設備。
目前市場上的電阻點焊機大概可以分三種類型:儲能點焊機、工頻交流點焊機、逆變直流點焊機。
儲能點焊機和交流點焊機屬于傳統點焊機,近幾年經過技術的不斷更新創新,逆變直流點焊機漸漸取代了傳統點焊機的位置,在設備穩定性和控制精準度方面,逆變直流點焊機的性能要大大領先。我公司的電阻點焊機屬于逆變直流點焊機。
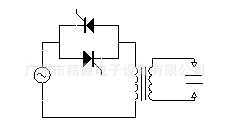
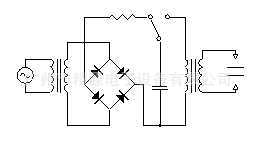
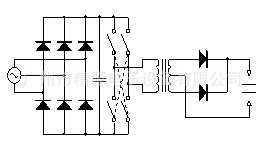
(1)交流焊機主電圖 (2)儲能焊機主電圖 (3)逆變直流焊機主電圖
工頻交流電源:電流脈動,半波之間存在冷卻間隔,時間調節分辨率20ms(最小10ms),反饋速度慢(10ms)。
電容貯能電源:脈沖電流放電,時間不可調,焊接過程中不能反饋補償。
逆變直流電源:電流呈脈動直流,電流平穩,時間調節分辨率提高,反饋速度快。
逆變直流點焊機特點:
1、電流直流輸出,焊接電流為脈動直流(且波紋度小);逆變頻率4KHZ或8KHZ,通電時間控制周期為0.125ms或0.25ms,焊接時間可任意控制;
2、可采取恒電壓、恒功率、恒電流、定脈寬模式控制;
3、具有電流失常、監控值超限、網壓超限、過熱等故障診斷與報警功能;可極大減少產品焊接不良率。
4、三段加熱設定,帶電流緩升緩降功能,可有效解決“飛濺”,更加保證了焊接的穩定性。電極壽命能有效延長。
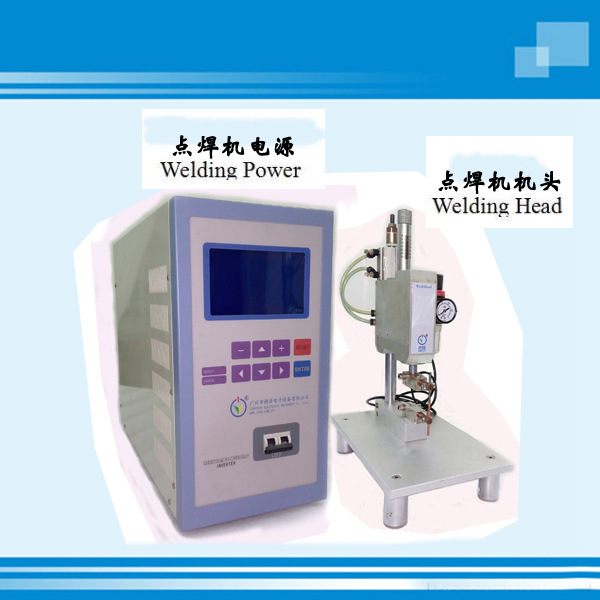
點焊機設備圖片:
焊接電源參數:
| 型號 | 輸入電壓(V) | 額定功率(kVA) | 最大輸出電流(DCA) | 控制模式 | 負載持續率(%) | 逆變頻率(kHz) |
| JYD-03L | 220V | 10 | 3000 | 恒電流/恒功率/恒電壓/定脈寬 | 20 | 1 |
| 焊接循環時段 | 焊接脈沖數 | 電流緩升緩降控制 | 存儲焊接規范數 | 外形尺寸(mm)(L*B*H) | 重量(kg) | |
| 11 | 3 | 有 | 20組 | 360*260*345 | 20 |
樣品焊接實例:
工件樣品免費焊接 :
廣州精源電子設備有限公司在工廠內備有多種功率的精密逆變點焊機(碰焊機)、熱壓焊機、縫焊機,并且有幾百種適合不同產品的夾具(還可根據產品設計夾具),無論貴司有任何產品存在焊接難點問題,都誠懇的歡迎您來我司(或將工件寄到我司)焊接打樣,我們工程師30年的“電阻焊研究”和對焊接工藝的深度理解,完全有可能助你找到最佳的焊接解決方案。
質量保證和售后服務:我們因為專注,所以專業